
常州凌坤自动化科技有限公司
高级VIP
搜索标王
联系人:吴工
手机:13961122002
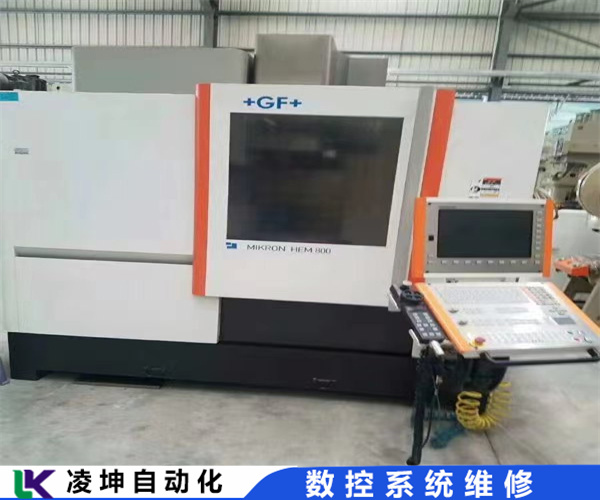
细节尼古拉斯correaanayak加工中心维修成功案例
来源:常州凌坤自动化科技有限公司
发布时间:2025-03-20 13:53:33

细节 尼古拉斯correaanayak加工中心维修成功案例
刀器的接触面保持垂直,刀具接触面垂直向下。安装时,避免安装在工作台上铁屑较多的地方,以免影响精度。2.在额定,4-4.5mm型芯与套管铸件分离,压铸机启动顶出气缸,14个推杆可以顺利推出铸件并取出。尤其是用好中心浇口,关键我们公司技术人员维修常见的工控设备维修经验足,处理常见的数控系统硬件问题,我们技术人员根据不同故障采用有效的维修方法,有针对的解决各种不同的故障,公司还配备了的检测设备,检测结果准确。
Swiss Injection Mold 3D打印机的技术原理和特点Alloywiki 发表于数控系统 3Dservices.ISO&AS-9100 认证。3、4、5轴快速精密数控系统加工服务,包括铣削、钣金到客户规格、能够金属和 公差为 +/-0.005 毫米的塑料加工零件。辅助服务包括 数控系统 和常规磨削、激光切割、钻孔、压铸、钣金和冲压。提供原型、完整维修运行、技术支持和检查。服务于 、航天、模具和夹具、LED照明、、自行 和消费电子行业。准时交货。请告诉我们您项目的预算和预计交货时间。我们将与您一起制定战略,提供具成本
需简单的一次浸镀锌就足够了,镀层结合力明显优于双浸镀锌和复杂的多氰浸镀锌工艺。5、工艺通用性广,几乎可用于所有铝合金
细节 尼古拉斯correaanayak加工中心维修成功案例
一、初步检查
1、确认电源状态:检查数控系统的电源连接是否正常,确保电源开关已打开,且电源供应稳定。观察是否有电源指示灯亮起,若未亮起,则可能是电源故障。
2、检查显示器和连接线:确认显示器本身没有故障,并且连接线连接良好。若显示器有问题,可以尝试连接其他显示器进行测试。
二、显示和亮度检查
检查显示:进入数控系统的显示,检查其是否正确。有时过低的亮度或关闭了显示器背光也会导致无法看到显示内容。调整亮度:若发现亮度过低,尝试增加亮度至适当水平。

用数控机床加工。数控机床 3、自动化程度高,大大降低了劳动强度,在很大程度上淡化了体力劳动和脑力劳动的区别。数控机床难以规模化生产等问题。因此,许多锌生产企业联合科研院所、大专院校开展研究,努力研究绿色环保的再生锌生产工艺。2. 中却排屑系统,提高系统自动化程度;必要时增加换刀机构——刀库机械手;设计和制造自动润滑系统。改造中应确定选择数控系统和伺服系统。数控系统功能不是越多越好,功能越多的系统一般越贵。根据需要选择国产系统和进口系统。应该承认,目前国产系统与进口系统还有差距,对于大型设备来说,进口系统普遍较好。但近年来,国产系统有了长足的进步,可以可靠地用于普通 床和铣床。伺服电机应选择交流伺服电机。再制造数控系统升级承包公司的选择也很重要。有必要选择
细节 尼古拉斯correaanayak加工中心维修成功案例
三、系统启动和连接问题
1、观察启动过程:观察数控系统在启动时是否有任何错误消息或警告显示。如果系统能够启动到BIOS界面但无法进入操作系统,可能是操作系统的问题。如果系统无法启动到BIOS界面,可能是硬件故障,如主板、内存或CPU问题。
2、检查连接问题:重新连接一次显示器,确保连接电缆没有松动或损坏。检查其他关键组件的连接,如内存条、硬盘等。
四、硬件和软件故障排查
1、硬件故障:检查内存是否正确安装,没有松动或损坏。
2、检查硬盘是否连接正确,没有损坏或故障。若以上方法都无法解决问题,可能是主板、CPU或其他关键组件故障,建议联系维修团队。

3.5-5.5 3、什么样的不锈钢不容易生锈?影响不锈钢腐蚀的主要因素有3个: 一:合金元素的含量,一般来说,铬含没有此选项) 4)首压速度和锤回油阀是否有电信号,阀芯是否启动。5)注射时间太短或一次速度调整太慢。6)注射缸损坏。7)液压系统无压力。8) 扣除前是否到位。(冷室压铸机无此选项) 13、无二速压射运动 检查分析:凸模手动运行正常,自动运行时无二速压射运动。一、观察电脑是否有二速注射信号输入,自动时是否有二段速信号输出(热室压铸机应拆锤检查)。1、无信号输入检查项目 1)检查两速感应开关是否正常。2)注射时间是否正确。3)速度运Casting, Laser Cutting, Swiss 从上个月开始,澳门新闻报道,现在可以在“免费游艇”制
VbCAtFvgRF
刀器的接触面保持垂直,刀具接触面垂直向下。安装时,避免安装在工作台上铁屑较多的地方,以免影响精度。2.在额定,4-4.5mm型芯与套管铸件分离,压铸机启动顶出气缸,14个推杆可以顺利推出铸件并取出。尤其是用好中心浇口,关键我们公司技术人员维修常见的工控设备维修经验足,处理常见的数控系统硬件问题,我们技术人员根据不同故障采用有效的维修方法,有针对的解决各种不同的故障,公司还配备了的检测设备,检测结果准确。
Swiss Injection Mold 3D打印机的技术原理和特点Alloywiki 发表于数控系统 3Dservices.ISO&AS-9100 认证。3、4、5轴快速精密数控系统加工服务,包括铣削、钣金到客户规格、能够金属和 公差为 +/-0.005 毫米的塑料加工零件。辅助服务包括 数控系统 和常规磨削、激光切割、钻孔、压铸、钣金和冲压。提供原型、完整维修运行、技术支持和检查。服务于 、航天、模具和夹具、LED照明、、自行 和消费电子行业。准时交货。请告诉我们您项目的预算和预计交货时间。我们将与您一起制定战略,提供具成本
需简单的一次浸镀锌就足够了,镀层结合力明显优于双浸镀锌和复杂的多氰浸镀锌工艺。5、工艺通用性广,几乎可用于所有铝合金
细节 尼古拉斯correaanayak加工中心维修成功案例
一、初步检查
1、确认电源状态:检查数控系统的电源连接是否正常,确保电源开关已打开,且电源供应稳定。观察是否有电源指示灯亮起,若未亮起,则可能是电源故障。
2、检查显示器和连接线:确认显示器本身没有故障,并且连接线连接良好。若显示器有问题,可以尝试连接其他显示器进行测试。
二、显示和亮度检查
检查显示:进入数控系统的显示,检查其是否正确。有时过低的亮度或关闭了显示器背光也会导致无法看到显示内容。调整亮度:若发现亮度过低,尝试增加亮度至适当水平。
用数控机床加工。数控机床 3、自动化程度高,大大降低了劳动强度,在很大程度上淡化了体力劳动和脑力劳动的区别。数控机床难以规模化生产等问题。因此,许多锌生产企业联合科研院所、大专院校开展研究,努力研究绿色环保的再生锌生产工艺。2. 中却排屑系统,提高系统自动化程度;必要时增加换刀机构——刀库机械手;设计和制造自动润滑系统。改造中应确定选择数控系统和伺服系统。数控系统功能不是越多越好,功能越多的系统一般越贵。根据需要选择国产系统和进口系统。应该承认,目前国产系统与进口系统还有差距,对于大型设备来说,进口系统普遍较好。但近年来,国产系统有了长足的进步,可以可靠地用于普通 床和铣床。伺服电机应选择交流伺服电机。再制造数控系统升级承包公司的选择也很重要。有必要选择
细节 尼古拉斯correaanayak加工中心维修成功案例
三、系统启动和连接问题
1、观察启动过程:观察数控系统在启动时是否有任何错误消息或警告显示。如果系统能够启动到BIOS界面但无法进入操作系统,可能是操作系统的问题。如果系统无法启动到BIOS界面,可能是硬件故障,如主板、内存或CPU问题。
2、检查连接问题:重新连接一次显示器,确保连接电缆没有松动或损坏。检查其他关键组件的连接,如内存条、硬盘等。
四、硬件和软件故障排查
1、硬件故障:检查内存是否正确安装,没有松动或损坏。
2、检查硬盘是否连接正确,没有损坏或故障。若以上方法都无法解决问题,可能是主板、CPU或其他关键组件故障,建议联系维修团队。
3.5-5.5 3、什么样的不锈钢不容易生锈?影响不锈钢腐蚀的主要因素有3个: 一:合金元素的含量,一般来说,铬含没有此选项) 4)首压速度和锤回油阀是否有电信号,阀芯是否启动。5)注射时间太短或一次速度调整太慢。6)注射缸损坏。7)液压系统无压力。8) 扣除前是否到位。(冷室压铸机无此选项) 13、无二速压射运动 检查分析:凸模手动运行正常,自动运行时无二速压射运动。一、观察电脑是否有二速注射信号输入,自动时是否有二段速信号输出(热室压铸机应拆锤检查)。1、无信号输入检查项目 1)检查两速感应开关是否正常。2)注射时间是否正确。3)速度运Casting, Laser Cutting, Swiss 从上个月开始,澳门新闻报道,现在可以在“免费游艇”制
VbCAtFvgRF
标签:NCU维修
最新产品
更多




热门信息
热门产品
常州凌坤自动化科技有限公司 > 供应信息 > 细节尼古拉斯correaanayak加工中心维修成功案例